Narzędzia / Sprzęt spawalniczy
Instrukcja obsługi spawarki MIG Sealey MIGHTYMIG150.V3
Kompletny przewodnik po obsłudze i konserwacji spawarki MIG Sealey MIGHTYMIG150.V3. Dowiedz się, jak przygotować urządzenie, ustawić parametry spawania, wymienić drut oraz rozwiązywać typowe problemy techniczne.
Spis treści
Obrazy z instrukcji
Kliknij obraz, aby powiększyćNajważniejsze informacje z instrukcji
Spawarka Sealey MIGHTYMIG150.V3 to urządzenie typu MIG/MAG z wymuszonym chłodzeniem powietrzem. Instrukcja zawiera kluczowe wytyczne dotyczące bezpieczeństwa, montażu, przygotowania do pracy (w tym instalacji drutu) oraz konserwacji. Przed użyciem należy upewnić się, że zasilanie jest zgodne z wymaganiami (230V) i że miejsce pracy jest odpowiednio wentylowane. Urządzenie może pracować w trybie bez gazu (flux cored) lub z gazem osłonowym (wymagany zestaw konwersyjny).
Bezpieczeństwo
- Ochrona osobista: Zawsze używaj maski spawalniczej, rękawic ochronnych i odzieży chroniącej przed promieniowaniem UV.
- Zagrożenia elektryczne: Nie dotykaj elektrody gołymi rękami. Upewnij się, że urządzenie jest uziemione. Nie używaj spawarki w deszczu lub śniegu.
- Opary: Spawanie generuje szkodliwe opary. Pracuj w dobrze wentylowanym pomieszczeniu lub używaj wentylatora.
- Pola elektromagnetyczne: Osoby z implantami medycznymi (np. rozrusznikami serca) nie powinny używać urządzenia.
- Butle z gazem: Przechowuj w pozycji pionowej, zabezpieczone, z dala od źródeł ciepła.
Montaż urządzenia
Przed pierwszym użyciem należy zamontować elementy podstawowe:
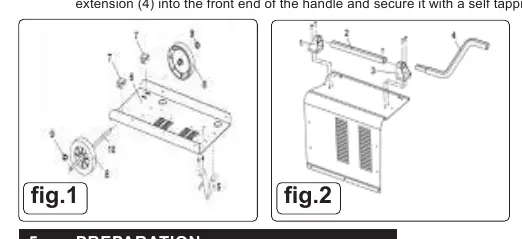
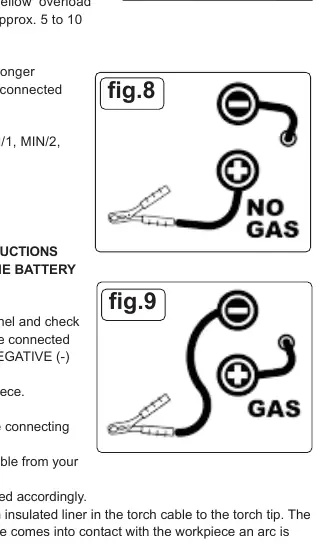
- Koła: Przełóż wsporniki osi przez szczeliny w tylnej tacy, zamontuj oś z kołami i zabezpiecz pierścieniami osadczymi (circlip).
- Stopka przednia: Przykręć stopkę do spodu tacy za pomocą trzech wkrętów samogwintujących.
- Uchwyt: Zamontuj wsporniki uchwytu na górze obudowy, wsuń rączkę i zabezpiecz wkrętami.
Przygotowanie do pracy
Instalacja szpuli drutu:
- Otwórz boczny przedział spawarki.
- Zdejmij pokrętło dociskowe i dysk dociskowy, pozostawiając sprężynę na trzpieniu.
- Nałóż szpulę drutu tak, aby rozwijał się od góry w stronę podajnika.
- Załóż dysk dociskowy i dokręć pokrętło (nie za mocno, aby zapewnić lekkie hamowanie).
- Przeprowadź drut przez prowadnik i rolkę podającą do uchwytu spawalniczego.
Panel sterowania
Panel zawiera:

- Przełączniki prądu (MIN/MAX, 1/2): Pozwalają na wybór 4 poziomów mocy.
- Pokrętło prędkości drutu: Reguluje szybkość podawania drutu (wyższy prąd wymaga wyższej prędkości).
- Kontrolka przeciążenia termicznego: Zapala się, gdy cykl pracy zostanie przekroczony. Urządzenie wyłączy się automatycznie do czasu ostygnięcia (ok. 5-10 minut).
Tryby pracy
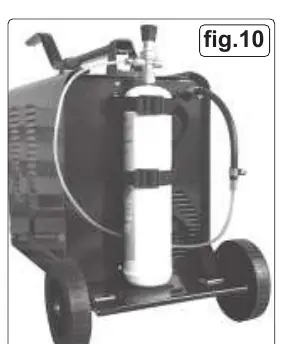
- Praca bez gazu: Upewnij się, że polaryzacja jest ustawiona prawidłowo: zacisk masowy do bieguna dodatniego (+), uchwyt do bieguna ujemnego (-).
- Praca z gazem: Wymaga zestawu konwersyjnego (Model No. 120.802032). Polaryzacja: zacisk masowy do bieguna ujemnego (-), uchwyt do bieguna dodatniego (+).
Konserwacja
- Podajnik drutu: Regularnie czyść rolki podające z pyłu i zanieczyszczeń.
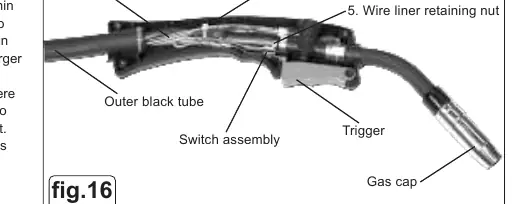
- Uchwyt spawalniczy: Czyść prowadnik sprężonym powietrzem. Wymień prowadnik, jeśli jest zablokowany lub uszkodzony.
- Dysza gazowa i końcówka prądowa: Utrzymuj w czystości, używaj sprayu antyodpryskowego. Wymień końcówkę, jeśli otwór stał się owalny.
Kontakt serwisowy
Sealey Group, Kempson Way, Suffolk Business Park, Bury St Edmunds, Suffolk. IP32 7AR. Telefon: 01284 757500. E-mail: [email protected]. Strona internetowa: www.sealey.co.uk.
Oficjalne zasoby z instrukcji
Informacje o producencie
Sealey
Praktyczna pomoc
Typowe problemy
Brak prądu spawania
Sprawdź połączenie zacisku masowego z materiałem (oczyść miejsce styku), sprawdź ciągłość przewodu masowego i uchwytu.
Drut nie podaje się
Sprawdź napięcie rolki dociskowej, wyczyść prowadnik drutu sprężonym powietrzem, sprawdź czy drut nie jest zdeformowany.
Niestabilny łuk
Sprawdź ustawienia prądu/prędkości, oczyść materiał z rdzy/farby, wymień zużytą dyszę gazową.
Porowata spoina
Sprawdź czy gaz jest włączony, wyczyść dyszę gazową, sprawdź szczelność węży gazowych, zachowaj odpowiednią odległość dyszy od materiału (8-10mm).
Przed użyciem
- Sprawdź stan przewodów zasilających i wtyczki pod kątem uszkodzeń.
- Upewnij się, że miejsce pracy jest dobrze wentylowane.
- Sprawdź, czy polaryzacja jest ustawiona zgodnie z trybem pracy (gaz/bez gazu).
- Upewnij się, że dysza gazowa i końcówka prądowa są czyste.
- Sprawdź, czy zacisk masowy jest pewnie zamocowany do czystego metalu.
Parametry w praktyce
- Prąd spawania
- Zakres 30-150A, regulowany przełącznikami na panelu.
Ilustracje i schematy
- Fig 1-2: Instrukcja montażu kół, stopki i uchwytu.
- Fig 3-5: Procedura instalacji szpuli drutu i regulacji docisku.
- Fig 7: Opis panelu sterowania (przełączniki mocy, prędkość drutu, kontrolka przeciążenia).
- Fig 8-9: Schemat ustawienia polaryzacji dla trybu bez gazu i z gazem.
- Fig 10: Podłączenie butli z gazem do spawarki.
Zgodność modelu
- Urządzenie obsługuje drut 0.6mm lub 0.8mm.
- Wymaga zestawu konwersyjnego (120.802032) do spawania z gazem.
- Maksymalna waga butli gazowej na platformie: 10kg.

Autor opracowania
Piotr Nowak
Analityk dokumentacji PDF
Opracowuje instrukcje obsługi pod kątem przejrzystości, bezpieczeństwa i szybkiego odnalezienia informacji potrzebnych przed użyciem produktu.