Ogólne / Instrukcje serwisowe
Instrukcja obsługi spawarki MIG Sealey SUPERMIG100
Szybki przewodnik po obsłudze i konserwacji spawarki MIG Sealey SUPERMIG100. Dowiedz się, jak przygotować urządzenie, wymienić drut, ustawić napięcie i rozwiązywać problemy techniczne.
Spis treści
Obrazy z instrukcji
Kliknij obraz, aby powiększyćNajważniejsze informacje z instrukcji
Spawarka Sealey SUPERMIG100 to urządzenie typu no-gas (bezgazowe), przeznaczone do spawania drutem rdzeniowym. Przed przystąpieniem do pracy należy bezwzględnie zapoznać się z zasadami bezpieczeństwa elektrycznego. Urządzenie wymaga zasilania 230V. W przypadku korzystania z generatora, musi on być stabilny i posiadać odpowiednią moc. Zaleca się stosowanie wyłącznika różnicowoprądowego (RCD) w instalacji zasilającej.
Opis urządzenia i specyfikacja
Urządzenie jest kompaktową spawarką MIG z wymuszonym chłodzeniem powietrzem. Kluczowe parametry techniczne:
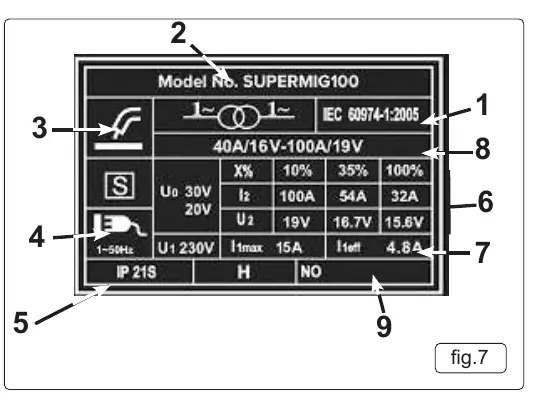
- Prąd spawania: 40 - 100A
- Cykl pracy: 100% przy 32A, 35% przy 54A, 10% przy 100A
- Zasilanie: 230V
- Pobór mocy: 3.3kW
- Obsługa drutu: Szpula 1kg (tylko drut rdzeniowy)
- Uchwyt: 2m, niepod napięciem (non-live)
Montaż i przygotowanie do pracy
Przed rozpoczęciem pracy należy zamontować uchwyt oraz sprężynę blokującą pokrywę zgodnie z instrukcją. Proces instalacji szpuli drutu:
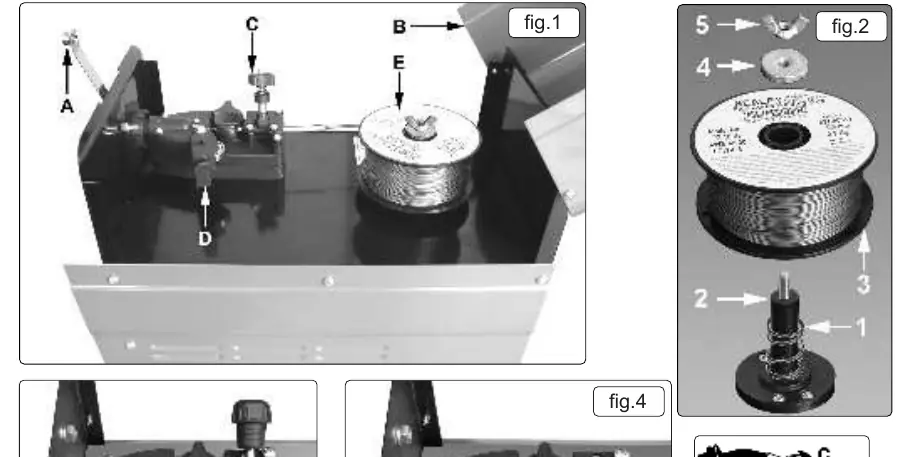
- Otwórz górną komorę, naciskając przycisk na uchwycie.
- Zdejmij nakrętkę motylkową i tarczę dociskową, pozostawiając sprężynę na trzpieniu.
- Umieść szpulę drutu na trzpieniu, upewniając się, że drut rozwija się w stronę podajnika.
- Załóż tarczę dociskową i dokręć nakrętkę motylkową, aby zapewnić lekki opór (hamowanie szpuli).
- Przeprowadź drut przez rolkę podajnika i wprowadź go do prowadnicy uchwytu.
- Ustaw odpowiednie napięcie rolki dociskowej – zbyt mocne dokręcenie może odkształcić drut.
Zasady spawania
Spawarka MIG/MAG automatycznie podaje drut przez izolowaną prowadnicę w uchwycie. Prędkość podawania drutu należy dostosować do ustawionego prądu spawania za pomocą pokrętła na panelu sterowania. Wyższy prąd wymaga szybszego podawania drutu. Przed spawaniem upewnij się, że zacisk masy jest dobrze podłączony do czystego, metalowego elementu spawanego.
Konserwacja i wymiana części
Regularna konserwacja jest kluczowa dla trwałości urządzenia:

- Podajnik drutu: Regularnie czyść rolki z pyłu i opiłków.
- Rolka podajnika: Posiada dwa rowki (0.6mm i 0.9mm). Aby zmienić rozmiar, zdejmij rolkę, odwróć ją i zamontuj ponownie.
- Końcówka prądowa (Contact Tip): Jest elementem eksploatacyjnym. Wymień ją, gdy otwór stanie się owalny lub powiększony.
- Dysza gazowa (Gas Cup): Utrzymuj w czystości, usuwając odpryski. Zaleca się stosowanie sprayu antyodpryskowego.
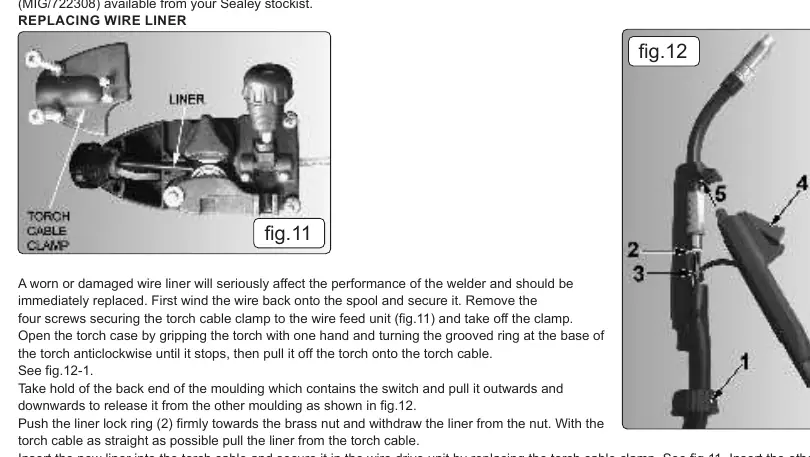
- Prowadnica drutu (Liner): Jeśli drut zacina się, wyczyść prowadnicę sprężonym powietrzem lub wymień ją, jeśli jest uszkodzona.
Rozwiązywanie problemów
W przypadku problemów z pracą spawarki, sprawdź poniższe punkty:
- Brak prądu spawania: Sprawdź połączenie zacisku masy, oczyść miejsce styku lub sprawdź ciągłość przewodów.
- Przegrzanie: Jeśli zapali się pomarańczowa kontrolka, urządzenie przekroczyło cykl pracy. Odczekaj ok. 15 minut na automatyczny reset zabezpieczenia termicznego.
- Nierówne podawanie drutu: Sprawdź czystość prowadnicy, stan dyszy gazowej oraz ustawienie napięcia rolki dociskowej.
Informacje o producencie
Sealey
Praktyczna pomoc
Typowe problemy
Przerwanie prądu spawania (świeci kontrolka termiczna)
Przegrzanie urządzenia. Odczekaj około 15 minut, aż transformator ostygnie; zabezpieczenie zresetuje się automatycznie.
Brak prądu spawania
Sprawdź połączenie zacisku masy z materiałem (oczyść miejsce styku) lub sprawdź, czy przewody nie są uszkodzone.
Drut nie jest podawany
Sprawdź, czy rolka dociskowa jest prawidłowo wyregulowana lub czy prowadnica drutu nie jest zatkana zanieczyszczeniami.
Przed użyciem
- Sprawdź stan przewodów zasilających, wtyczki i uchwytu spawalniczego.
- Upewnij się, że napięcie w sieci jest zgodne z tabliczką znamionową (230V).
- Załóż maskę spawalniczą i rękawice ochronne.
- Upewnij się, że obszar pracy jest dobrze wentylowany.
- Sprawdź, czy zacisk masy jest pewnie podłączony do czystego metalu.
Parametry w praktyce
- Cykl pracy (Duty Cycle)
- Określa czas pracy spawarki w 10-minutowym cyklu. Np. 10% przy 100A oznacza 1 minutę spawania i 9 minut przerwy.
- Pobór mocy (Absorbed Power)
- 3.3kW - wymagana moc przyłączeniowa urządzenia.
- Rolka podajnika
- Dwustronna rolka obsługująca drut 0.6mm i 0.9mm.
Ilustracje i schematy
- Fig 1-2: Instrukcja montażu szpuli drutu na trzpieniu.
- Fig 3-5: Procedura wprowadzania drutu do podajnika i uchwytu.
- Fig 8-10: Sposób wymiany i odwracania rolki podajnika drutu.
- Fig 11-12: Instrukcja wymiany prowadnicy drutu (liner) w uchwycie.
Zgodność modelu
- Urządzenie przeznaczone wyłącznie do drutu rdzeniowego (gasless).
- Wymaga zasilania 230V; przy pełnej mocy zalecane zabezpieczenie 16A.
- Nie używać z nieuregulowanymi generatorami prądu.

Autor opracowania
Anna Kowalska
Redaktorka treści użytkowych
Tworzy krótkie opisy instrukcji i porządkuje informacje techniczne tak, aby były zrozumiałe dla osób szukających manuala online.