Narzędzia / Narzędzia samochodowe
Instrukcja obsługi zestawu do naprawy zderzaków GYS 050932-13-02-2020-V2
Praktyczny przewodnik po naprawie zderzaków z zestawem GYS. Dowiedz się, jak identyfikować tworzywa sztuczne, przygotować powierzchnię, wtapiać siatkę wzmacniającą i wypełniać ubytki za pomocą lutownicy.
Spis treści
Najważniejsze informacje z instrukcji
Niniejszy dokument opisuje proces naprawy zderzaków samochodowych z tworzyw sztucznych przy użyciu zestawu do lutowania (brazingu) GYS. Kluczowym etapem jest identyfikacja rodzaju tworzywa (termoplastyczne lub termoutwardzalne) oraz zastosowanie dedykowanej siatki ze stali nierdzewnej (ref. 052949) i spoiwa (ref. 052956). Naprawa polega na wzmocnieniu pęknięcia siatką wtapianą w plastik oraz wypełnieniu ubytków specjalnym spoiwem.
Identyfikacja tworzywa
Przed przystąpieniem do pracy należy sprawdzić symbol na odwrocie elementu:
- Tworzywa termoplastyczne: PP, PE, PP/EPDM, TEEE, TPE, TPO, TPU, TPUR.
- Tworzywa termoutwardzalne: PUR, RIM, RRIM, EEBC.
Przygotowanie powierzchni
Przed naprawą należy:
- Oczyścić element z tłuszczu wodą z mydłem (nie używać rozpuszczalników).
- Zeszlifować obszar naprawy papierem ściernym o ziarnistości 40, unikając zbyt wysokich obrotów, aby nie stopić plastiku.
- W przypadku pęknięć, przygotować siatkę o wymiarach pokrywających uszkodzenie z zapasem 3 cm z każdej strony.
Procedura naprawy
- Podłączyć lutownicę do zasilania 230V i poczekać na osiągnięcie temperatury roboczej.
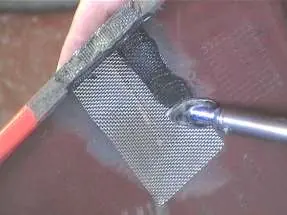
- Ułożyć siatkę na pęknięciu i wtopić ją w plastik za pomocą końcówki lutownicy. Nie dociskać zbyt mocno; temperatura 550°C wystarczy, aby plastik przeniknął przez oczka siatki.
- Po ostygnięciu, zeszlifować krawędzie ubytku i wykonać fazowanie.
- Wypełnić ubytek spoiwem (ref. 052956), podgrzewając je tak, aby stopiło się do połowy grubości przed nałożeniem.
- Po ostygnięciu wykonać szlifowanie wykończeniowe (papier 40/80 lub ścierniwo ABRALON) i nałożyć podkład.
Bezpieczeństwo i ograniczenia
Ostrzeżenia: Nigdy nie pozostawiać włączonej lutownicy z końcówką skierowaną w dół – grozi to przegrzaniem i uszkodzeniem urządzenia. W przypadku słabej wentylacji należy stosować maskę oddechową. Nie używać zamienników siatki (np. aluminiowej), gdyż ulegają one utlenianiu lub nie posiadają wymaganej wytrzymałości mechanicznej.
Kompatybilność materiałów
Niektóre materiały nie nadają się do lutowania i wymagają klejenia:
- SMC, włókno szklane, UP, FRP: należy kleić (np. UV PATCH, FASTSEALER).
- ABS, PA, PC/PBT, PPO: nie uszczelniają się metodą lutowania, należy stosować klejenie.
Informacje o producencie
GYS
Praktyczna pomoc
Typowe problemy
Siatka utlenia się lub pęka po czasie
Używaj wyłącznie oryginalnej siatki ze stali nierdzewnej 18/8 dostarczonej przez producenta. Zamienniki aluminiowe nie mają wytrzymałości mechanicznej.
Plastik topi się zbyt szybko podczas szlifowania
Zmniejsz prędkość obrotową szlifierki. Szlifowanie powinno być delikatne, mające na celu jedynie usunięcie lakieru.
Lutownica uległa uszkodzeniu
Nigdy nie odkładaj włączonej lutownicy końcówką do dołu. Zawsze używaj podstawki.
Przed użyciem
- Zidentyfikuj rodzaj plastiku na podstawie symbolu na części.
- Oczyść powierzchnię wodą z mydłem (bez rozpuszczalników).
- Przygotuj papier ścierny o ziarnistości 40.
- Upewnij się, że posiadasz oryginalną siatkę (ref. 052949) i spoiwo (ref. 052956).
- Sprawdź, czy materiał nadaje się do lutowania (niektóre tworzywa wymagają klejenia).
Parametry w praktyce
- Temperatura końcówki
- 550°C – optymalna temperatura do wtapiania siatki w tworzywa termoplastyczne.
Ilustracje i schematy
- Zdjęcie 1: Proces wtapiania siatki wzmacniającej w strukturę zderzaka za pomocą lutownicy.
- Zdjęcie 2: Efekt końcowy po wtopieniu siatki przed nałożeniem warstwy wykończeniowej.
Zgodność modelu
- Materiały SMC, włókno szklane, UP, FRP nie podlegają lutowaniu – wymagają klejenia.
- Materiały ABS, PA, PC/PBT, PPO nie uszczelniają się metodą lutowania – wymagają klejenia.

Autor opracowania
Anna Kowalska
Redaktorka treści użytkowych
Tworzy krótkie opisy instrukcji i porządkuje informacje techniczne tak, aby były zrozumiałe dla osób szukających manuala online.