Narzędzia / Sprzęt spawalniczy
Instrukcja obsługi spawarki laserowej SFDC serii LW
Poznaj zasady bezpiecznej obsługi, instalacji oraz konfiguracji spawarki laserowej SFDC serii LW. Instrukcja zawiera parametry techniczne, procedury spawania, ustawienia sterownika oraz wskazówki dotyczące konserwacji.
Spis treści
Obrazy z instrukcji
Kliknij obraz, aby powiększyćNajważniejsze informacje z instrukcji
Spawarka laserowa SFDC serii LW to urządzenie klasy IV, wymagające ścisłego przestrzegania zasad bezpieczeństwa. Przed uruchomieniem upewnij się, że urządzenie jest prawidłowo uziemione, a operator nosi okulary ochronne. Zabrania się używania urządzenia w pobliżu materiałów łatwopalnych i wybuchowych. Minimalny promień gięcia zintegrowanego kabla musi wynosić ponad 200 mm, a ciśnienie gazu ochronnego musi być utrzymywane na poziomie co najmniej 0.15 MPa.
Opis urządzenia
Urządzenie składa się z jednostki głównej (hosta), zintegrowanego kabla, ręcznej głowicy spawalniczej oraz zewnętrznego podajnika drutu. Panel sterowania na jednostce głównej zawiera wyłącznik awaryjny, wskaźnik zasilania oraz włącznik lasera. Chłodzenie odbywa się za pomocą wody (destylowanej, dejonizowanej lub czystej).

Instalacja i wymagania
Urządzenie powinno pracować w temperaturze otoczenia od 0°C do 35°C przy wilgotności 40-80%. Zapewnij co najmniej 60 cm wolnej przestrzeni wokół urządzenia dla prawidłowej wentylacji. Przed użyciem sprawdź soczewkę ochronną – jeśli jest zabrudzona, wyczyść ją specjalnym roztworem i bawełnianym wacikiem, przecierając od środka do krawędzi.

Proces obsługi
1. Sprawdź poziom wody w chłodziarce.2. Podłącz zasilanie i włącz urządzenie.3. Otwórz dopływ gazu ochronnego i ustaw ciśnienie ≥0.15 MPa.4. Włącz podajnik drutu i ustaw parametry.5. Przypnij zacisk bezpieczeństwa do spawanego elementu lub stołu.6. Ustaw ostrość lasera: przy pierwszym użyciu poluzuj śruby teleskopowe głowicy, ustaw moc na 30%, wyzwalaj laser na próbce metalu, aż uzyskasz punkt o największej energii, a następnie zablokuj rurkę teleskopową w odległości około 4 mm od punktu skupienia.
Ustawienia sterownika
Ekran sterowania pozwala na modyfikację parametrów takich jak prędkość skanowania (2-6000 mm/s), szerokość skanowania (0-6 mm), moc szczytowa, cykl pracy (duty cycle) oraz częstotliwość. Parametry można zapisywać w pamięci technologii dla szybkiego dostępu.
Ustawienia podajnika drutu
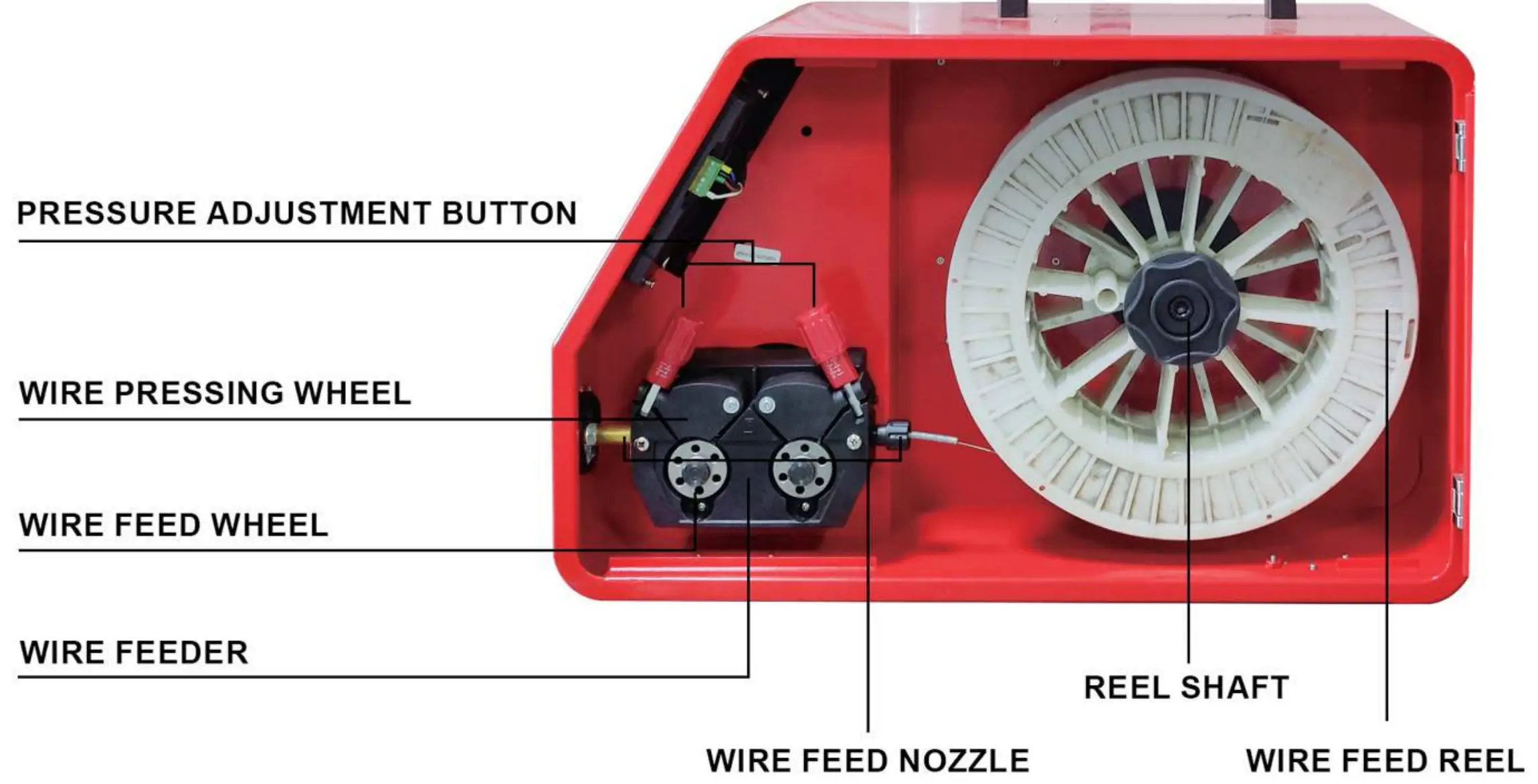
Podajnik drutu posiada własny ekran sterowania. Użytkownik może ustawić prędkość podawania, długość wycofywania oraz długość uzupełniania drutu. System automatycznie wycofuje drut przed rozpoczęciem spawania, co zapobiega problemom z zacięciami.
Konserwacja
Konserwacja musi być przeprowadzana przez profesjonalistów. Codziennie sprawdzaj soczewkę ochronną. Regularnie czyść filtr przeciwpyłowy chłodziarki. W przypadku dłuższego przestoju lub transportu, należy spuścić chłodziwo z układu, aby uniknąć zamarznięcia lub uszkodzenia pompy.
Rozwiązywanie problemów
W przypadku problemów takich jak brak oscylacji spoiny, nagła utrata energii lub przegrzewanie się głowicy, sprawdź stan soczewki ochronnej, czystość ścieżki optycznej oraz stabilność połączeń kablowych. Jeśli alarmy temperatury są aktywne, sprawdź układ chłodzenia.
Praktyczna pomoc
Typowe problemy
Spaw nie oscyluje
Sprawdź, czy złącze przewodu dwużyłowego głowicy nie jest luźne. Jeśli połączenia są poprawne, może to oznaczać uszkodzenie silnika lub karty sterującej.
Nagła utrata energii podczas spawania
Sprawdź soczewkę ochronną pod kątem zabrudzeń lub uszkodzeń (wyczyść lub wymień). Jeśli problem trwa, skontaktuj się z serwisem w sprawie źródła lasera.
Głowica spawalnicza jest gorąca
Wyczyść lub wymień soczewkę optyczną. Sprawdź, czy nie wystąpiło odchylenie ścieżki optycznej lub czy połączenia światłowodu w głowicy nie są luźne.
Nagłe zatrzymanie emisji światła
Sprawdź, czy nie włączył się alarm temperatury (sprawdź chłodzenie) lub czy blokada bezpieczeństwa (safety lock) ma dobry styk.
Przed użyciem
- Sprawdź poziom wody w chłodziarce.
- Upewnij się, że urządzenie jest prawidłowo uziemione.
- Sprawdź czystość soczewki ochronnej.
- Upewnij się, że ciśnienie gazu ochronnego wynosi co najmniej 0.15 MPa.
- Załóż okulary ochronne (laser klasy IV).
- Sprawdź, czy promień gięcia kabla przekracza 200 mm.
Parametry w praktyce
- Częstotliwość modulacji
- Ustawia częstotliwość sygnału modulującego (zakres 5-5000 Hz).
- Szerokość skanowania
- Zakres ruchu wiązki lasera (0-6 mm). Ustawienie na 0 oznacza punktowy laser.
- Ciśnienie gazu ochronnego
- Wymagane minimum 0.15 MPa dla poprawnego procesu spawania.
Ilustracje i schematy
- Panel sterowania: Zawiera wyłącznik awaryjny, wskaźnik zasilania i włącznik lasera.
- Głowica spawalnicza: Element trzymany w ręku, wyposażony w przycisk startu spawania.
- Podajnik drutu: Urządzenie zewnętrzne z własnym ekranem sterowania do podawania drutu spawalniczego.
Zgodność modelu
- Materiały: Stal węglowa, stal nierdzewna, aluminium, miedź.
- Chłodzenie: Woda destylowana, dejonizowana lub czysta.

Autor opracowania
Anna Kowalska
Redaktorka treści użytkowych
Tworzy krótkie opisy instrukcji i porządkuje informacje techniczne tak, aby były zrozumiałe dla osób szukających manuala online.