Narzędzia / Sprzęt spawalniczy
Instrukcja obsługi spawarki inwertorowej Lincoln Electric Bester 190C Multi
Kompletny przewodnik obsługi spawarki Lincoln Electric Bester 190C Multi. Dowiedz się, jak skonfigurować urządzenie do spawania MIG/MAG, MMA i TIG, przeprowadzić konserwację oraz rozwiązywać typowe problemy.
Szybkie odpowiedzi z instrukcji
Szybka odpowiedź
- Bester 190C Multi to spawarka inwertorowa obsługująca metody GMAW (MIG/MAG), FCAW-SS, SMAW (MMA) oraz GTAW (Lift TIG). Wymaga zasilania 230V i odpowiedniej konfiguracji polaryzacji w zależności od metody. str. 1, 6, 9, 10
Najważniejsze czynności
- Zmiana polaryzacji str. 8, 10
- Wymiana rolek podających str. 9
Pierwsze uruchomienie
- Podłączenie zasilania i gazu str. 7, 9
Problemy i rozwiązania
Żółta kontrolka termiczna
Sprawdź wentylację, temperaturę otoczenia lub czy nie przekroczono cyklu pracy.
str. 12Konserwacja i reset
- Konserwacja okresowa str. 11
Dane techniczne
| Parametr | Wartość | Znaczenie | Strony |
|---|---|---|---|
| Napięcie zasilania | 230V +/- 15% | Standardowe napięcie wejściowe | str. 3 |
| Zakres prądu spawania | 15A - 180A | Zakres regulacji prądu wyjściowego | str. 3 |
Gdzie szukać w PDF
- Dane techniczne str. 3
- Instalacja i obsługa str. 6, 7, 8, 9
- Konserwacja str. 11
- Rozwiązywanie problemów str. 12
Spis treści
Obrazy z instrukcji
Kliknij obraz, aby powiększyćNajważniejsze informacje
Bester 190C Multi to spawarka inwertorowa przeznaczona do spawania metodami GMAW (MIG/MAG), FCAW-SS, SMAW (MMA) oraz GTAW (Lift TIG). Urządzenie wymaga zasilania 230V. Przed przystąpieniem do pracy należy zapoznać się z zasadami bezpieczeństwa, w szczególności dotyczącymi pól elektromagnetycznych, ochrony oczu i ryzyka porażenia prądem.
Opis panelu sterowania
Panel przedni zawiera wyświetlacze prądu/prędkości podawania drutu (WFS) oraz napięcia/indukcyjności. Kluczowe elementy to:
- Wyświetlacze: Amp/WFS oraz Voltage/arc force.
- Pokrętła: Indukcyjność, napięcie/arc force, prąd/WFS.
- Złącza: Euro gniazdo uchwytu, terminale wyjściowe (dodatni i ujemny).
- Przyciski: Wybór trybu (MIG/GTAW/MMA), wybór 2T/4T, przycisk podawania drutu.
Instalacja i podłączenie
Przed instalacją upewnij się, że sieć zasilająca jest odpowiednia. Urządzenie musi być podłączone do gniazda z uziemieniem.
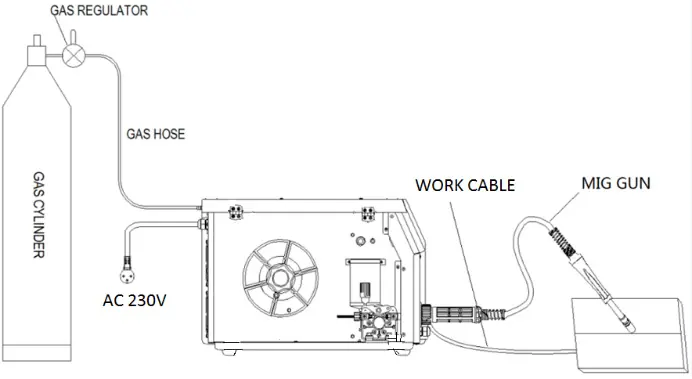
- Podłączenie gazu: Podłącz wąż gazowy do regulatora na butli i do złącza gazowego z tyłu urządzenia.
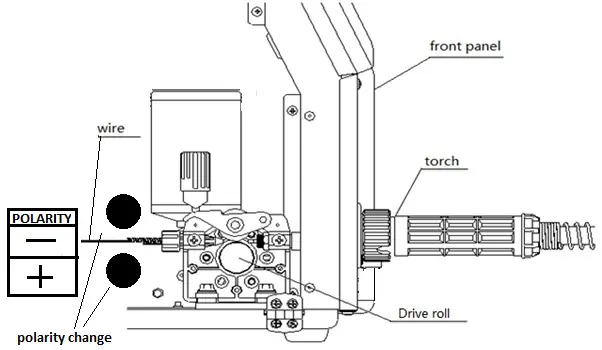
- Polaryzacja: Fabrycznie ustawiona na dodatnią (+). W razie potrzeby zmiany polaryzacji (np. dla niektórych drutów), wyłącz urządzenie i przełącz przewody na terminalach wyjściowych zgodnie z instrukcją dla danej metody.
- Ładowanie drutu: Otwórz panel boczny, umieść szpulę na trzpieniu, przełóż drut przez rolki podające i wprowadź do uchwytu. Ustaw odpowiedni docisk rolki.
Obsługa i tryby spawania
Urządzenie obsługuje trzy główne procesy:
- GMAW (MIG/MAG) / FCAW-SS: Wymaga podłączenia uchwytu do gniazda Euro, ustawienia polaryzacji i odpowiednich rolek.
- SMAW (MMA): Wymaga uchwytu elektrody (do nabycia osobno). Podłącz przewód masowy i uchwyt elektrody do odpowiednich terminali wyjściowych w zależności od wymaganej polaryzacji (DC+ lub DC-).
- GTAW (Lift TIG): Wymaga uchwytu TIG (do nabycia osobno). Zajarzenie łuku odbywa się metodą potarcia (Lift TIG).
Konserwacja
Regularna konserwacja zapewnia długą żywotność urządzenia:
- Codziennie: Sprawdzaj stan izolacji przewodów, usuwaj odpryski z dyszy uchwytu, sprawdzaj działanie wentylatora.
- Co 200 godzin pracy (lub raz w roku): Czyść wnętrze urządzenia sprężonym powietrzem (niskie ciśnienie), sprawdzaj i dokręcaj terminale spawalnicze.
Rozwiązywanie problemów
W przypadku problemów, takich jak świecenie żółtej kontrolki termicznej, sprawdź wentylację i czy nie przekroczono cyklu pracy. Jeśli silnik podajnika nie działa, sprawdź potencjometr, zablokowaną dyszę lub zbyt luźną rolkę podającą.
Dane techniczne
Urządzenie pracuje w zakresie prądu 15-180A (zależnie od metody). Stopień ochrony to IP21S. Zakres temperatury pracy wynosi od -10°C do +40°C.
Praktyczna pomoc
Typowe problemy
Żółta kontrolka termiczna świeci
Wyłącz urządzenie, sprawdź wentylację i temperaturę otoczenia. Poczekaj, aż urządzenie ostygnie.
Silnik podajnika drutu nie działa
Sprawdź potencjometr, czy dysza nie jest zablokowana oraz czy rolka podająca nie jest zbyt luźna.
Niestabilny łuk i duże odpryski
Sprawdź końcówkę prądową, kabel zasilający, napięcie wejściowe lub wyprostuj przewód uchwytu.
Brak gazu osłonowego
Sprawdź podłączenie uchwytu, drożność przewodu gazowego oraz czy wąż nie jest uszkodzony.
Przed użyciem
- Sprawdź napięcie zasilania (230V)
- Upewnij się, że masz odpowiednią wentylację (min. 500mm wolnej przestrzeni)
- Sprawdź polaryzację dla wybranej metody spawania
- Upewnij się, że rolki podające są odpowiednie dla średnicy drutu
- Sprawdź stan izolacji wszystkich przewodów
Parametry w praktyce
- Duty Cycle (Cykl pracy)
- Procent czasu w 10-minutowym interwale, w którym spawarka może pracować przy znamionowym prądzie (np. 60% = 6 min pracy, 4 min przerwy).
Ilustracje i schematy
- Schemat podłączenia gazu pokazuje drogę od butli przez regulator do urządzenia.
- Schemat polaryzacji wskazuje, jak podłączyć przewody do terminali (+) i (-) w zależności od metody spawania.
- Panel przedni zawiera ponumerowane elementy sterujące, w tym pokrętła prądu, napięcia i wyboru trybu.
Zgodność modelu
- Urządzenie wymaga uchwytów do metod SMAW i GTAW, które mogą być sprzedawane oddzielnie.
- Wymaga zasilania 230V, 50/60Hz.
- Dla prądów powyżej 160A należy wymienić wtyczkę zasilającą na większą niż 16A.

Autor opracowania
Piotr Nowak
Analityk dokumentacji PDF
Opracowuje instrukcje obsługi pod kątem przejrzystości, bezpieczeństwa i szybkiego odnalezienia informacji potrzebnych przed użyciem produktu.