Narzędzia / Sprzęt spawalniczy
Instrukcja obsługi spawarki Lincoln Electric SPEEDTEC 180C i 200C
Szybki przewodnik po instrukcji obsługi spawarki Lincoln Electric SPEEDTEC 180C i 200C. Dowiedz się, jak zainstalować urządzenie, skonfigurować parametry spawania MIG/MAG, MMA i TIG, przeprowadzić konserwację oraz bezpiecznie korzystać ze...
Szybkie odpowiedzi z instrukcji
Szybka odpowiedź
- Aby rozpocząć spawanie, podłącz urządzenie do zasilania 230V, ustaw odpowiednią polaryzację wewnątrz obudowy, załaduj drut, podłącz uchwyt spawalniczy do gniazda EURO oraz przewód masowy do odpowiedniego gniazda wyjściowego. Wybierz proces spawania na panelu sterowania. str. 10, 15
Najważniejsze czynności
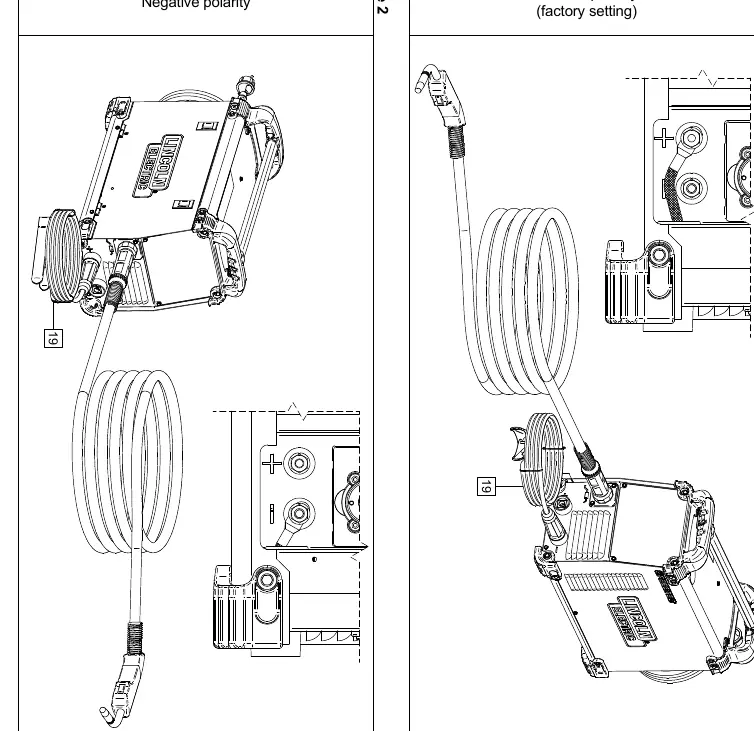
- Zmiana polaryzacji str. 12, 13
- Wymiana rolek podajnika str. 15
Pierwsze uruchomienie
- Podłączenie zasilania i przygotowanie str. 10, 15
Problemy i rozwiązania
Przegrzanie
Zapewnij odpowiednią wentylację i poczekaj na ostygnięcie.
str. 10, 11Konserwacja i reset
- Konserwacja rutynowa i okresowa str. 19
Dane techniczne
| Parametr | Wartość | Znaczenie | Strony |
|---|---|---|---|
| Napięcie zasilania | 230V ± 10% | Wymagane napięcie wejściowe. | str. 3 |
Gdzie szukać w PDF
- Dane techniczne str. 3, 4
- Instrukcja obsługi str. 10, 17
Spis treści
Obrazy z instrukcji
Kliknij obraz, aby powiększyćNajważniejsze informacje
Urządzenia SPEEDTEC 180C i 200C to zaawansowane spawarki przeznaczone do pracy w trudnych warunkach. Przed przystąpieniem do pracy należy bezwzględnie zapoznać się z zasadami bezpieczeństwa, w tym z zagrożeniami związanymi z porażeniem prądem, polami elektromagnetycznymi oraz oparami spawalniczymi. Urządzenie musi być obsługiwane przez wykwalifikowany personel.
Opis urządzenia
Spawarki wyposażone są w panel sterowania umożliwiający regulację parametrów spawania. Model 200C posiada dodatkowo wyświetlacz cyfrowy. Kluczowe elementy to:

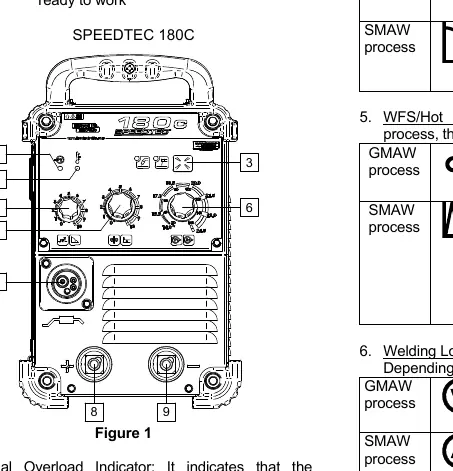
- Przełącznik zasilania (w modelu 180C z diodą LED).
- Pokrętła regulacji parametrów (indukcyjność, prędkość podawania drutu, napięcie/prąd).
- Gniazdo EURO do podłączenia uchwytu spawalniczego.
- Gniazda wyjściowe dodatnie i ujemne do podłączenia przewodu masowego i uchwytu elektrody.
- Blok zacisków zmiany polaryzacji (wewnątrz obudowy).
Instalacja i przygotowanie
Przed rozpoczęciem pracy należy:
- Upewnić się, że napięcie zasilania jest zgodne z wymaganiami (230V, 50/60Hz).
- Podłączyć przewód masowy do odpowiedniego gniazda w zależności od wymaganej polaryzacji (sprawdź tabele polaryzacji w instrukcji).
- Załadować szpulę drutu i ustawić odpowiednią siłę hamowania szpuli oraz docisk rolek podajnika.
- Podłączyć gaz osłonowy (dla procesów GMAW/FCAW-SS) z odpowiednim regulatorem przepływu.
- W przypadku spawania metodą SMAW (MMA), podłączyć uchwyt elektrody zgodnie z wymaganą polaryzacją.
Obsługa spawania
Urządzenia obsługują procesy GMAW (MIG/MAG), FCAW-SS oraz SMAW (MMA). Model 200C dodatkowo wspiera GTAW (TIG). Użytkownik może korzystać z trybów podstawowych lub zaawansowanych (w modelu 200C), które pozwalają na precyzyjne ustawienie parametrów takich jak Burnback, Run-in WFS, czy czas wypływu gazu przed i po spawaniu. Tryb 2-Step/4-Step pozwala na dostosowanie pracy spustu uchwytu.
Konserwacja
Regularna konserwacja jest niezbędna dla zapewnienia długiej żywotności urządzenia:
- Codziennie: Sprawdzaj stan izolacji przewodów, usuwaj odpryski z dyszy uchwytu, sprawdzaj działanie wentylatora.
- Okresowo (co 200 godzin lub raz w roku): Czyść wnętrze urządzenia sprężonym powietrzem o niskim ciśnieniu, sprawdzaj i dokręcaj zaciski spawalnicze.
Praktyczna pomoc
Typowe problemy
Urządzenie przegrzewa się
Sprawdź, czy otwory wentylacyjne nie są zasłonięte i czy wentylator działa poprawnie. Poczekaj, aż zabezpieczenie termiczne się wyłączy.
Drut ślizga się w podajniku
Wyreguluj siłę docisku rolki podajnika. Zbyt mały docisk powoduje ślizganie, zbyt duży może deformować drut.
Niestabilny łuk spawalniczy
Sprawdź stan dyszy i końcówki prądowej, upewnij się, że polaryzacja jest ustawiona prawidłowo dla używanego drutu/elektrody.
Przed użyciem
- Sprawdź napięcie zasilania (230V).
- Upewnij się, że polaryzacja jest ustawiona zgodnie z wymaganiami procesu (sprawdź tabele polaryzacji).
- Sprawdź, czy rolki podajnika odpowiadają średnicy używanego drutu.
- Upewnij się, że przewód masowy jest dobrze podłączony do materiału spawanego.
- Sprawdź, czy gaz osłonowy jest podłączony i ustawiony na odpowiedni przepływ.
Parametry w praktyce
- Duty Cycle (Cykl pracy)
- Procent czasu w 10-minutowym cyklu, w którym spawarka może pracować przy znamionowym prądzie.
- WFS (Wire Feed Speed)
- Prędkość podawania drutu spawalniczego.
Ilustracje i schematy
- Tabele polaryzacji (Table 1 i 2) pokazują, jak podłączyć przewody do gniazd (+) i (-) w zależności od wymaganej polaryzacji.
- Rysunek 5 pokazuje regulację hamulca szpuli drutu.
- Rysunek 6 ilustruje wymianę rolek podajnika drutu.
Zgodność modelu
- Model 200C obsługuje proces GTAW (TIG), model 180C nie.
- Maksymalna waga szpuli drutu to 5 kg.
- Wymagane zasilanie: 230V, 50/60Hz.

Autor opracowania
Anna Kowalska
Redaktorka treści użytkowych
Tworzy krótkie opisy instrukcji i porządkuje informacje techniczne tak, aby były zrozumiałe dla osób szukających manuala online.